





















- Решения
- Предложение
- Инсталляционные системы
- Система KAN-therm ultraLINE
- Система KAN-therm Push Platinum
- Система KAN-therm Push
- Система KAN-therm ultraPRESS
- Система KAN-therm PP
- Система KAN-therm Steel
- Система KAN-therm Inox
- Система KAN-therm Steel Sprinkler
- Система KAN-therm Groove
- Система KAN-therm Copper
- Система KAN-therm Tacker
- Система KAN-therm Profil
- Система KAN-therm Rail
- Система KAN-therm TBS
- Система KAN-therm Football
- KAN-therm InoxFlow
- KAN-therm шкафы Slim и Slim+
- Области применения
- Системы отопления и охлаждения
- Системы водоснабжения холодной и горячей воды
- Cистемы напольного отопления и охлаждения
- Системы настенного отопления и охлаждения
- Отопление внешних поверхностей
- Спринклерные системы пожаротушения
- Технологические и промышленные системы
- Стандартные и нестандартные области применения
- Схемы разводки водоснабжения в Системе KAN-therm
- Примеры подключения точек водоразбора в системах KAN-therm
- Автоматика KAN-therm SMART & BASIC
- Скачать
- Качество
- Проекты
- О КАН
- Полезное
- Контакты






Необходимо проверить, чтобы подготовленная труба имела наружный диаметр (OD) и толщину стенки согласно данному применению. В связи с тем, что соединители KAN-therm Groove обычно идентифицируются по их номинальному размеру, всегда следует проверять фактический наружный диаметр (OD) трубы и соединяемых с нею муфт, так как на некоторых рынках принято относить разные значения наружных диаметров труб к одному и тому же номинальному размеру.
Трубы
KAN-therm Groove может применяться со стальными оцинкованными и нержавеющими трубами в диапазоне диаметров DN25-DN300.
| EN | Европейский стандарт (метрическая система) |
| ISO | Стандарт ISO (метрическая система) |
| BS | Британский стандарт (метрическая система) |
| DIN | Немецкий стандарт (метрическая система) |
| IPS | Американский стандарт (дюймовая система) |
Необходимо проверить, чтобы подготовленная труба имела наружный диаметр (OD) и толщину стенки согласно данному применению. В связи с тем, что соединители KAN-therm Groove обычно идентифицируются по их номинальному размеру, всегда следует проверять фактический наружный диаметр (OD) трубы и соединяемых с нею муфт, так как на некоторых рынках принято относить разные значения наружных диаметров труб к одному и тому же номинальному размеру.
Эквиваленты размеров труб
| Размер в дюймах | Размер в миллиметрах | ||
| Номинальный | Фактический | Номинальный | Фактический |
| 1/2 | 0.840 | DN15 | 21.3 |
| 3/4 | 1.050 | DN20 | 26.7 |
| 1 | 1.315 | DN25 | 33.7 |
| 1 1/4 | 1.660 | DN32 | 42.4 |
| 1 1/2 | 1.900 | DN40 | 48.3 |
| 2 | 2.375 | DN50 | 60.3 |
| 2 1/2 | 2.875 | - | 73.0 |
| 3 OD | 3.000 | DN65 | 76.1 |
| 3 | 3.500 | DN80 | 88.9 |
| 3 1/2 | 4.000 | - | 101.6 |
| 4 1/4 OD | 4.250 | - | 108.0 |
| 4 | 4.500 | DN100 | 114.3 |
| 5 | 5.563 | - | 141.3 |
| 5 1/4 OD | 5.250 | - | 133.0 |
| 5 1/2 OD | 5.500 | DN125 | 139.7 |
| 6 1/4 OD | 6.250 | - | 159.0 |
| 6 | 6.625 | DN150 | 168.3 |
| 8 | 8.625 | DN200 | 219.1 |
| 10 | 10.750 | DN250 | 273.0 |
| 12 | 12.750 | DN300 | 323.9 |
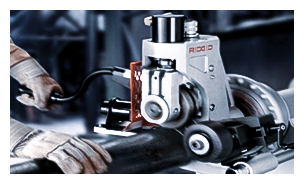
Пазование труб Системы KAN-therm Groove
Трубы перед монтажом должны подвергаться процессу обработки т.н. пазованию (подготовка пазов на концах труб). Пазование труб для соединения с помощью муфт KAN-therm Groove, можно выполнить с помощью двух методов - накатки или проточки. Пазование методом накатки предназначено для труб с толщиной стенки не более 9,5 мм.
Такой метод подготовки пазов возможен при использовании небольших и мобильных станков. Благодаря этому он более популярен и позволяет подготовить трубы непосредственно на строительной площадке. При пазовании труб с помощью проточки используются устройства, немного большие по габаритам, поэтому пазы на концах труб изготавливаются чаще всего на заводах или на специально подготовленных, выделенных местах на строительной площадке. Таким образом, этот тип выполнения пазов менее популярен в условиях стройки.