





















- Решения
- Предложение
- Инсталляционные системы
- Система KAN-therm ultraLINE
- Система KAN-therm Push Platinum
- Система KAN-therm Push
- Система KAN-therm ultraPRESS
- Система KAN-therm PP
- Система KAN-therm Steel
- Система KAN-therm Inox
- Система KAN-therm Steel Sprinkler
- Система KAN-therm Groove
- Система KAN-therm Copper
- Система KAN-therm Tacker
- Система KAN-therm Profil
- Система KAN-therm Rail
- Система KAN-therm TBS
- Система KAN-therm Football
- KAN-therm InoxFlow
- KAN-therm шкафы Slim и Slim+
- Области применения
- Системы отопления и охлаждения
- Системы водоснабжения холодной и горячей воды
- Cистемы напольного отопления и охлаждения
- Системы настенного отопления и охлаждения
- Отопление внешних поверхностей
- Спринклерные системы пожаротушения
- Технологические и промышленные системы
- Стандартные и нестандартные области применения
- Схемы разводки водоснабжения в Системе KAN-therm
- Примеры подключения точек водоразбора в системах KAN-therm
- Автоматика KAN-therm SMART & BASIC
- Скачать
- Качество
- Проекты
- О КАН
- Полезное
- Контакты







1. Отрезание трубы

2. Снятие фаски с торцов трубы

3. Контроль

4. Монтаж трубы и соединителя

5. Отметка глубины вставки трубы в фитинг


7. Опрессовка соединителей 42-108 мм. Подготовка пресс-клещей
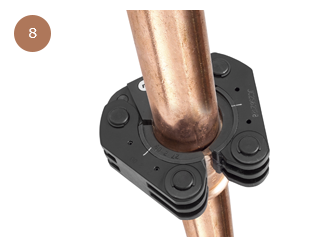
8. После правильного закрепления пресс-клещей на фитинге, пресс-клещи готовы к подключению пресса.

9. Подключение пресса к пресс-клещам

10. Опрессовка
Техника соединения
Монтаж Системы KAN-therm Copper базируется на технике выполнения обжимных соединений „Press”, использующей профиль обжима типа „М”. В результате чего:

- происходит трехточечное нажатие на O-Ring, обеспечивающее его соответствующую деформацию и плотное прилегание к поверхности трубы,
- осуществляется полная герметичность соединения - полное закрытие пространства, в котором вставлен O-Ring, за счет прижатия края фитинга к поверхности трубы. Это предотвращает попадание загрязнений внутрь фитинга, обеспечивает естественную механическую защиту уплотнения и укрепляет механическое соединения,
- выполняется контроль состояния уплотнения, принимая во внимание формирование гнезда для уплотнительной прокладки возле края фитинга.
Монтаж соединений
1. Отрезание трубы
Трубу следует отрезать роликовым труборезом перпендикулярно к оси трубы (отрезать полностью, без отламывания надрезанных кусков трубы). Допускается использовать другие инструменты при условии, что будет соблюдена перпендикулярность разреза и не будет повреждения отрезаемых краeв в виде заусениц, зазубрин и других деформаций сечения трубы. Не допускается использовать инструменты, которые выделяют значительное количество тепла, например, горелки, „болгарки”, и т.п.
2. Снятие фаски с торцов трубы
Используя ручной фаскосниматель (для диаметров 76,1 –108 используется полукруглый напильник), необходимо снять фаску с внутреннего и наружного торца отрезанной трубы, удалить из нее все опилки, которые могут повредить уплотнение O-Ring в процессе монтажа.
3. Контроль
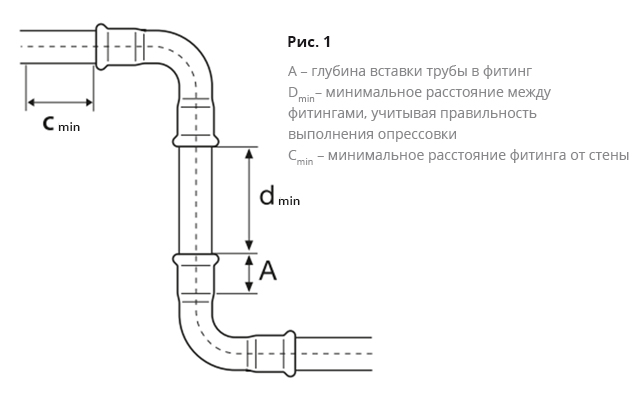
Перед монтажом следует проконтролировать наличие прокладки O-Ring в фитинге и удостовериться, не повреждена ли она, а также, нет ли каких-либо загрязнений (опилок или других острых частиц), которые могли бы повредить прокладку O-Ring во время вставки трубы. Необходимо также убедиться, что расстояние между соседними фитингами не меньше, чем допустимое d.мин.
4. Монтаж трубы и соединителя
Перед выполнением соединения необходимо соосно вставить трубу в соединитель на отмеченную глубину (допускается легкое проворачивание трубы относительно соединителя). Запрещается применять масла и смазку с целью облегчения вставки трубы (возможно использование воды или мыльного раствора - рекомендуется при испытаниях герметичности системы сжатым воздухом).
5. Отметка глубины вставки трубы в фитинг
Чтобы сохранить надлежащую надежность соединений, необходимо соблюдать соответствующую глубину А вставки трубы в фитинг. После вставки трубы в фитинг до упора, следует отметить глубину вставки на трубе (или на фитинге с нипельным концом, без раструба) специальным маркером. После опрессовки отметка должна быть видна рядом с краем фитинга. Для обозначения глубины вставки, без подгонки к фитингу, также служат специальные шаблоны. В случае монтажа большого количества соединений (по принципу вставки трубы в фитинги), перед операцией опрессовки каждого очередного соединения важно контролировать глубину вставки, ориентируясь на отметки, предварительно нанесенные на трубу маркером.
6. Опрессовка
Перед началом процесса опрессовки (обжима) необходимо удостовериться в исправности инструмента. Рекомендуется использовать прессы и пресс-клещи, предоставляемые Системой KAN-therm Copper.
Необходимо всегда подбирать размер пресс-клещей соответственно диаметру выполняемого соединения. Пресс-клещи должны быть расположены на соединителе таким образом, чтобы их профиль обжима точно охватывал место размещения O-Ringa в соединителе (раструб - выпуклую часть соединителя). После запуска пресса процесс обжима происходит автоматически и не может быть остановлен. Если по каким-либо причинам процесс опрессовки прервется, соединение необходимо демонтировать (вырезать) и выполнить новое.
Если монтажник имеет пресс и пресс-клещи, которые не поставляются Системой KAN-therm Copper, то о возможности их использования следует проконсультироваться с фирмой KAN.
7. Опрессовка соединителей 42-108 мм. Подготовка пресс-клещей
Для опрессовки больших диаметров (42 мм, 54 мм, 66,7 мм, 76,1 мм, 88,9 мм, 108 мм) используются специальные 4-х элементные пресс-клещи типа ‘snap-on’.
Раскрытыми пресс-клещами обхватить фитинг. Пресс-клещи имеют специальную выемку, которую необходимо подогнать к выпуклой части фитинга (расположение уплотнительной прокладки O-ring).
8. После правильного закрепления пресс-клещей на фитинге, пресс-клещи готовы к подключению пресса.
9. Подключение пресса к пресс-клещам
Пресс с предварительно установленным, подходящим адаптером подсоединить к пресс-клещам. Следует обязательно убедиться, что пресс подключен к пресс-клещам в соответствии с инструкцией, прилагаемой к инструменту. Подключенный пресс можно запускать с целью выполнения опрессовки (обжима) соединения.
10. Опрессовка
После запуска пресса процесс обжима не может быть остановлен. Если по каким-то причинам процесс обжима будет прерван, соединение следует демонтировать (вырезать) и выполнить снова правильно. После выполнения обжима пресс автоматически вернется в исходное положение. В этот момент необходимо извлечь рычаги пресса (адаптера) из пресс-клещей. Чтобы снять пресс-клещи с фитинга, следует снова вынуть стопорный штифт (касается диаметров 42-108 мм), а затем раскрыть их. Пресс-клещи должны храниться в чемоданах в защищенном состоянии, т.е. зафиксированы штифтом.
Монтажные расстояния
Медные трубы, которые допускаются к использованию с Системой KAN-therm Copper
| Ø [мм] | A [мм] | dmin [мм] |
| 12 | 17 | 10 |
| 15 | 20 | 10 |
| 18 | 20 | 10 |
| 18 | 20 | 10 |
| 22 | 21 | 10 |
| 28 | 23 | 10 |
| 35 | 26 | 10 |
| 42 | 30 | 20 |
| 54 | 35 | 20 |
| 66,7 | 50 | 30 |
| 76,1 | 50 | 55 |
| 88,9 | 64 | 65 |
| 108 | 64 | 80 |